
Tabulky teplot |
|
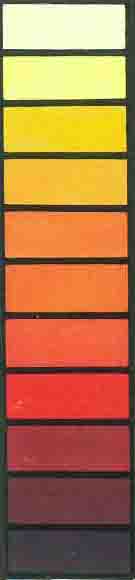
| Odhad teploty
zpracovávaného materiálu je základem úspěchu jak při vlastním kování, tak při
následných operacích, jako je kalení a popouštění. Přesné měření
optickými nebo elektronickými přístroji je pro nás asi nedostupné. K hrubému odhadu
teploty poslouží následující teplotní tabulky. Přestože některé barvy v tabulkách jsou zdánlivě stejné, jedná se o zcela rozdílné rozsahy teplot. Obě tabulky platí pro ocel, zvláště teploty žíhání ! V první tabulce - Teploty ohřevu - jsou barvy kterými "svítí" ohřívaná ocel ve výhni, ve druhé tabulce -Teploty žíhání - jsou barvy při žíhání, kterými "nabíhá" obroušený povrch oceli. Jedná se o tenkou průhlednou vrstvičku oxidů, která se vytváří na čerstvě obroušeném povrchu oceli při ohřevu na vzduchu, vnějším, nebo (při popouštní) vnitřním teplem. Časem doplním nějakou fotografii.
|
|
| Teploty ohřevu | Teploty žíhání |
|
1250 - 1350°C | bílá | |
330°C | šedá | ||
| 1150 - 1250°C | světle žlutá | 320°C | šedomodrá | ||||
| 1050 - 1150°C | tmavě žlutá | 310°C | světle modrá | ||||
| 880 - 1050°C | žlutočervená | 300°C | chrpově modrá | ||||
| 830 - 880°C | světle červená | 290°C | tmavě modrá | ||||
| 800 - 830°C | světle třešňově červená | 280°C | fialová | ||||
| 780 - 800°C | třešňově červená | 270°C | purpurově červná | ||||
| 750 - 780°C | tmavě třešňově červená | 260°C | hnědočervená | ||||
| 650 - 750°C | tmavě červená | 250°C | hnědožlutá | ||||
| 580 - 650°C | hnědočervená | 240°C | tmavě žlutá | ||||
| 520 - 580°C | černohnědá | 230°C | žlutá | ||||
| 220°C | slámově žlutá | ||||||
| 210°C | bíložlutá | ||||||
| 200°C | žádná |
Kovací teploty
Nejvyšší teplota ohřevu nesmí překročit určitou výši, aby se ocel nepřehřála, nebo nespálila. Kovací teploty volíme podle druhu oceli v rozmezí uvedeném v následující tabulce. Teplotu pro kování volíme co nejvyšší, aby přetvárný odpor oceli byl co nejmenší. Na vysokou teplotu neohříváme ocel zbytečně dlouho, aby se nezvyšoval opal oceli.
Při kování za nízkých teplot dochází k jejímu zpevňování (stlačování zrn - krystalů ze kterých je ocel složena). Při zpevňování ale ocel křehne, proto kování za nízkých teplot nese s sebou i riziko popraskéní, odštípnutí, nebo vzniku trhlin, zvláště pak u ocelí s vyším obsahem uhlíku a legovaných nástrojových ocelí. Toto deformační zpevnění je možno odstranit žíháním (350 - 450°C), při kterém dochází k rekrystalizaci oceli a jejímu opětovnému změknutí. Technologický postup záleží na účelu k jakému je výrobek určen.
| Uhlíková ocel do 0,2% C | 1280 až 800°C | ||
| Uhlíková ocel do 0,4% C | 1250 až 800°C | ||
| Uhlíková ocel do 0,6% C | 1190 až 800°C | ||
| Uhlíková ocel do 1% C | 1100 až 800°C | ||
| Uhlíková ocel nad 1,2% C | 1050 až 800°C | ||
| Slitinová chromová nebo chromnilková ocel | 1250 až 850°C | ||
| Rychlořezná ocel | 1200 až 900°C | ||
| Ocel s vysokým obsahem chromu (14% Cr) | 1110 až 750°C | ||
| Nerezevějící ocel 18/8 | 1150 až 900°C | ||
| Manganová ocel (12% Mn) | 950 až 850°C | ||
| (podle F. Drastíka, Volné ruční kování) |